





2025.08.12
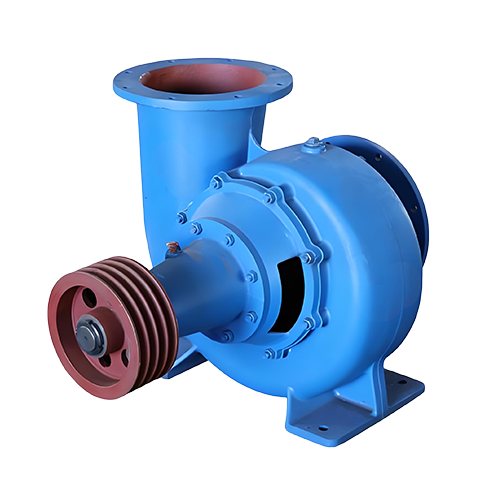
卧式混流泵作为介于离心泵与轴流泵之间的流体机械,兼具大流量与中等扬程的特性,广泛应用于农业灌溉、城市给排水、水利工程等领域。其核心性能 —— 水力效率与抗汽蚀性能,几乎完全取决于叶轮的设计合理性。数据显示,叶轮设计的微小偏差(如叶片角度误差 1°)可导致效率下降 5%-8%,而汽蚀问题更是引发叶轮磨损、振动噪声甚至机组停机的主要原因(约占混流泵故障的 40%)。本文从叶轮的几何参数优化、水力模型创新、材料选择三个维度,解析提升卧式混流泵性能的关键技术,为叶轮设计与改造提供系统性参考。
一、叶轮几何参数优化:平衡水力效率与流体动力学特性
叶轮的几何参数(如叶片形状、进出口直径、安装角)直接决定流体在泵内的流动状态,需通过精准计算与仿真验证,实现 “减阻增效” 的目标。
1. 叶片型线设计:降低流动损失
翼型选择:
混流泵叶片采用扭曲翼型(从轮毂到轮缘的角度逐渐变化),需兼顾离心泵的离心力作用与轴流泵的升力效应。常用 NACA 系列翼型(如 NACA4412)或专用水力翼型,其曲面曲率需满足:
进口边圆润过渡(曲率半径≥叶片厚度的 1.5 倍),减少流体冲击损失;
压力面与吸力面的压差梯度均匀,避免局部涡流(通过 CFD 仿真验证,涡流区域需控制在叶片尾缘 5% 范围内)。
叶片数量与间距:
叶片数量通常为 3-6 片(小型泵 3-4 片,大型泵 5-6 片)。数量过少会导致流道过宽,流体易产生回流;数量过多则增加摩擦损失,且可能引发叶片间的 “干涉效应”(相邻叶片的流场相互干扰)。
叶片间距需均匀(误差≤2°),并通过流场仿真确保各流道内流速分布偏差≤5%。
2. 进出口直径与安装角匹配
进口直径(D₁)与出口直径(D₂):
混流泵的流量与扬程由 D₁、D₂及转速共同决定,需满足经验公式:
进口流速 V₁=1.5-3.0m/s(过低易导致进口回流,过高增加汽蚀风险);
出口直径 D₂通常为进口直径 D₁的 1.2-1.5 倍(中低扬程泵取小值,高扬程泵取大值),以平衡离心力与轴向推力。
安装角(β):
叶片进口安装角 β₁(叶片与轮毂切线的夹角)影响流体导入效率,出口安装角 β₂影响能量转换效率:
β₁一般为 15°-30°(根据流量需求调整,大流量泵取小角度);
β₂为 25°-45°(扬程越高,β₂越大),需通过试验验证,确保出口流体方向与泵壳流道匹配(避免冲击损失)。
3. 轮毂比(μ)的优化
轮毂比 μ= 轮毂直径 / 叶轮外径,直接影响流道过流面积与流体速度分布:
小轮毂比(μ≤0.4):流道宽敞,适合大流量工况,但叶片扭曲程度大,加工难度高;
大轮毂比(μ≥0.6):叶片刚性好,适合高扬程工况,但过流面积小,易产生高速区(增加汽蚀风险)。
优化策略:根据设计点流量与扬程,通过 CFD 仿真确定最佳 μ 值(通常在 0.45-0.55 之间),使流道内平均流速控制在 3-5m/s,且速度梯度均匀。
二、抗汽蚀性能提升:从进口流场优化到结构创新
汽蚀是卧式混流泵运行中的常见难题 —— 当叶轮进口压力低于流体饱和蒸汽压时,气泡生成并在高压区溃灭,产生的微射流会持续冲击叶片表面(冲击力可达 100MPa),导致材料疲劳剥落。提升抗汽蚀性能需从 “减少气泡生成” 和 “降低溃灭冲击” 两方面入手。
1. 进口流场均匀化设计
前置导流结构:
在叶轮进口前增设导流锥或预旋叶片,梳理紊乱的来流(如消除管路弯头带来的偏流),使进口流速分布均匀度提升至 90% 以上(通过 PIV 流场测试验证)。
叶片进口边前移:
将叶片进口边向叶轮前盖板延伸 5-10mm,扩大进口过流面积,降低局部流速(每延伸 1mm,进口流速可降低 2%-3%),从而提高进口压力(汽蚀余量 NPSHₐ增大)。
2. 叶片耐汽蚀结构改进
进口边加厚与圆角处理:
叶片进口边厚度增加 10%-20%(但需避免过度加厚导致流动阻力上升),并将前缘圆角半径增大至 0.5-1.0mm,减少低压区的气泡核生成。
背面减压槽设计:
在叶片吸力面(背面)靠近进口处开设宽 0.5-1mm、深 0.3-0.5mm 的环形减压槽,引导部分高压流体回流至低压区,抑制气泡生成(试验表明,该结构可使汽蚀余量 NPSHᵣ降低 0.5-1.0m)。
3. 汽蚀余量(NPSH)的匹配与验证
设计阶段需通过公式计算最小汽蚀余量 NPSHᵣ,并确保装置汽蚀余量 NPSHₐ(由吸入管路条件决定)≥NPSHᵣ+0.5m(安全余量);
原型泵需进行汽蚀试验:在不同流量下降低进口压力,记录扬程下降 3% 时的临界 NPSH,验证是否满足设计要求(大型泵需通过现场测试,小型泵可在水力试验台完成)。
三、材料选择与制造工艺:保障设计性能的实现
即使设计参数最优,材料强度不足或制造精度低下也会导致性能衰减。叶轮的材料与加工工艺需满足 “耐磨、耐汽蚀、高强度” 的要求。
1. 材料选型:兼顾力学性能与耐腐蚀性
材料类型
适用场景
优势
局限性
铸铁(HT250)
低扬程、清水工况(如农业灌溉)
成本低,易加工
抗汽蚀性差(寿命约 1-2 年)
不锈钢(304/316)
含少量杂质的清水、轻度腐蚀性液体
耐汽蚀,强度高(σb≥520MPa)
成本高(约为铸铁的 3-5 倍)
双相钢(2205)
高扬程、含砂或腐蚀性流体(如污水)
耐磨损 + 耐蚀,冲击韧性好(Ak≥100J)
焊接工艺复杂
高分子材料(如 UHMWPE)
轻小型泵、含颗粒流体
抗冲击,不结垢
耐高温性差(≤80℃),刚性不足
2. 制造工艺:提升尺寸精度与表面质量
精密铸造:采用失蜡铸造或树脂砂铸造,确保叶片型线尺寸误差≤±0.5mm,进出口直径公差≤±0.1mm;
数控加工:关键部位(如叶片曲面、轮毂配合面)采用五轴联动加工中心精铣,表面粗糙度 Ra≤1.6μm(降低摩擦损失);
表面处理:对不锈钢叶轮进行钝化处理(提高耐蚀性),或喷涂碳化钨涂层(厚度 0.1-0.3mm)增强抗汽蚀磨损能力(可延长寿命 2-3 倍)。
四、优化案例:某大型灌溉用卧式混流泵的叶轮改造
某 350HW-8 型卧式混流泵(设计流量 800m³/h,扬程 8m)存在效率偏低(设计效率 82%,实际运行仅 75%)和叶轮汽蚀严重(运行 6 个月后叶片出现蜂窝状损伤)的问题,通过以下优化实现性能提升:
几何参数调整:
叶片数量由 4 片增至 5 片,进口安装角 β₁从 20° 增至 25°,出口直径 D₂从 400mm 增至 420mm;
轮毂比 μ 从 0.5 调整为 0.48,扩大过流面积,降低进口流速(从 3.2m/s 降至 2.8m/s)。
抗汽蚀结构改进:
叶片进口边前移 8mm,前缘圆角半径增至 0.8mm;
吸力面开设减压槽(宽 0.8mm,深 0.4mm)。
材料升级:
叶轮材质从 HT250 改为 304 不锈钢,表面经电解抛光(Ra=0.8μm)。
改造效果:
水力效率提升至 83%(节能约 10%);
汽蚀余量 NPSHᵣ从 3.5m 降至 2.8m,叶轮寿命延长至 3 年以上。
结语
卧式混流泵的叶轮设计优化是一个 “多目标平衡” 的过程:既要通过叶片型线、尺寸参数的精准设计提升水力效率,又要通过进口流场优化与结构创新增强抗汽蚀性能,同时需匹配适宜的材料与制造工艺以保障设计落地。随着 CFD 仿真技术(如 ANSYS Fluent、CFX)与 3D 打印快速原型技术的应用,叶轮设计已从 “经验试凑” 转向 “数字化精准优化”。对于工程实践而言,结合具体工况(流量、扬程、介质特性)的定制化设计,是发挥卧式混流泵高效、稳定运行优势的核心前提,也是降低能耗、延长设备寿命的关键所在。